

-
Головки сверлильных станков
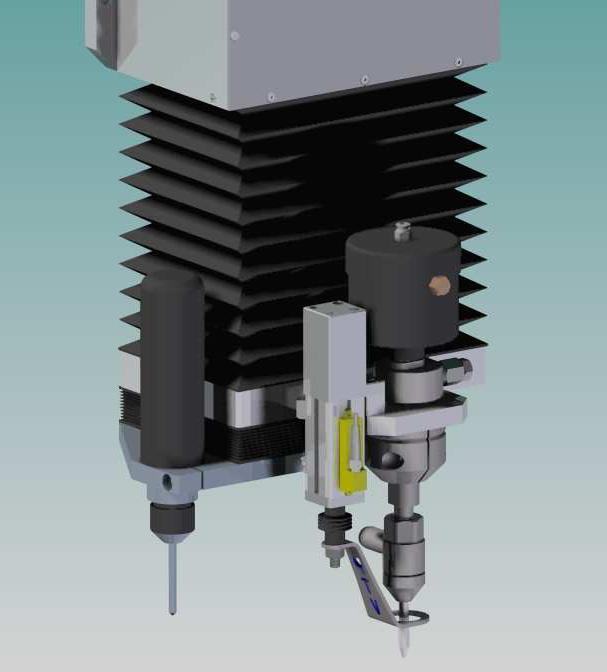
Ось Z, оснащенная режущей головкой с водной струей, может быть оборудована пневматической дрелью. Дрель размещается рядом с мехами оси Z. В свое рабочее положение выдвигается в направлении вниз с помощью пневматического поршня и раскручивается сжатым воздухом.
Само сверление происходит с помощью хода оси Z – то есть с помощью серводвигателя. Глубину сверления можно настроить в исходных параметрах. Имеется возможность задать последовательное сверление (например 3 глубины с постепенным увеличением).Дрель может сверлить максимально 4.500 оборотов в минуту. Максимальный диаметр сверла может быть 8мм.
Точность сверления глубины отмеривается серводвигателем. Данное отмемеривание лучше чем +/-0,1мм. Однако на точность влияет и состояние дрели, у которой не гарантирован осевой люфт шпинделя. Поэтому реальная точность глубины сверления может быть +/- 0,5мм
Для программирования сверления нет необходимости в специальных программах (можно использовать IGEMS и Wrykrys).
Использование головок сверлильных станков:
Сверлильная головка на установке водной резки предназначена для предварительного просверливания отверстий в неметаллических материалах, когда при пробивке может происходить отслаивание, например, у таких материалов, как стеклотекстолит, стеклопластик, слоистые материалы.















в числах
